"Crystals go to WAR"
(1943年 リーブズ音響研究所制作)より引用

水晶の結晶モデル(六角錘状の木型)と
GTカットのモデル(半透明板状)

GTカットの切り出し方位を示す。
Y軸に垂直な平面に対して 51.5度奥側
(X軸回りにマイナス方向)に傾いた
平面を切り出す。
ついで平面内でX軸から 45度傾いた
辺を持つ直角四辺形にトリムした発振子(ブランク)
以下、製造プロセスの紹介
ブラジル産の水晶(原石)

輸入した原石を目視チェックして仕分けする。

オイルバスに漬けてスポット光を照て、
キズや内包物をチェック

オイルバスの右側のミラー窓から
原石を透過した偏光を観察し、
光軸(柱軸)の方向を確認する
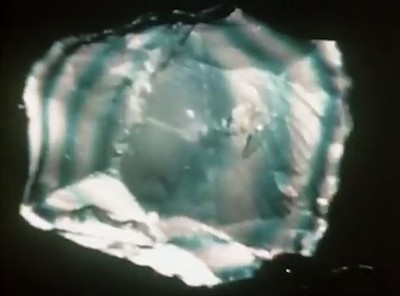
光軸方向に透った偏光によって現れる干渉縞

偏光によって視認できる色の違いによって
ブラジル式双晶の有無が分かる
光軸回りに回すと色が変化する特徴がある

光軸をマーキングし、ノコ引き方向のガイドにする

原石をノコ引きする


原石から切り出したウェハー

さらに切り出して棒状片(バー)を作る

電極の付いた木板に水晶バーを挟んで
圧電性の発現/方向(正負の向き)を確認

バーの長辺が光軸に沿っているか、
小型のオイルバスに漬けて
コノスコープ像を確認する

圧電性負の面に固定用のワックスを塗布する

ワックス塗布した面をジグに固定する

ジグは二方向に傾斜を調節して、
カット角度を設定できるようになっている

バーを固定したジグをオイルバスに漬けて
ベースを位置決めし、コノスコープを見ながら、
バーの傾斜角度を調整〜固定する

精確に光軸を割り出したジグ上のバーを
X線回折検査装置にかける

回折パターンを確認の上、
バーを載せたジグを切断台にマウントする

GTカットの面を切り出してゆく

最初の一枚を切り出したら、X線装置に
かけて回折パターンを確認する
要すれば切り出し角度を再調整する

角度設定が正しければ、残りを所定の厚さでカットしてゆく

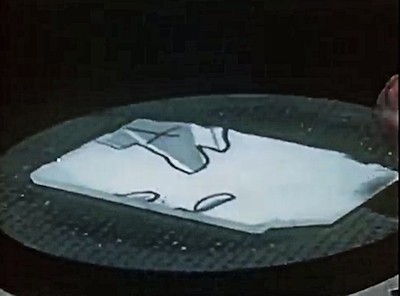
エッチングバスに漬ける
(切り出し面を軽く腐食する)
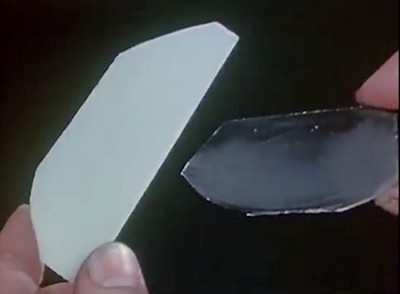
右はエッチング前の透明な板、
左はエッチンング後で表面が白濁している

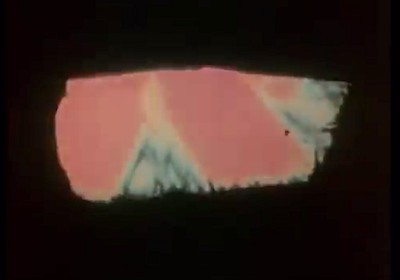
回転台において収束スポット光を当てると、
双晶の分布によって反射光の様子が異なる
(ドフィーネ双晶及びブラジル双晶)

一枚ごとに双晶分布の様子は異なる
(表面の状況のみが分かる)
双晶領域をマークして、使えない部分を指示する
この後の工程に進める水晶板を切り出す
(双晶境界を含まない板)
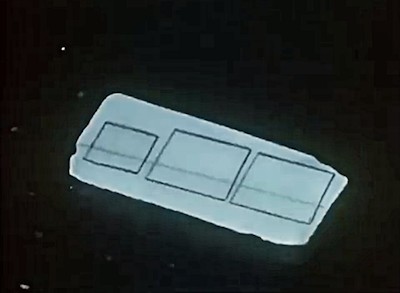
テンプレートを使って、発振子(ブランク)の
トリムラインをマークする。
この例では3ケ切り出せる

一辺をトリム(縁取り)して基準辺を作る
基準辺を揃えて束ねた薄板
他の辺はまとめてトリムする

両側の辺をトリムしたところ

切り出したブランクの厚みを測定し、
厚みの程度によってソーティングする
(厚さによって発振周波数が異なる)

複数のブランクをラッピングマシンにセットし
まとめて面を擦って同じ厚さに揃える

擦り板を載せてラッピングしている様子
研磨剤にシリコンカーバイドを使っている

ラッピングマシンから取り出し、
パラフィンを塗って束ねる

四辺を削ってサイズを整える

サイズ(辺の長さ)の確認

面の厚みを測定してソーティングする

仕上げラッピングを行い、精確に所期の厚さにプレートを
仕上げる(最終的な設計厚さより僅かに厚め)

ラッピング後、各マシンから1ケづつ代表の
プレートを抜いて、発振周波数を検査する

発振周波数を基準片と比較する

エッチングによる最終仕上げ前の
発振周波数検査(二次検査)

エッチング仕上げの前工程
プレートをセットするツール

付着しているオイルを酸洗いする

仕上げエッチング 設計周波数より
若干高いところを期して板厚を落とす

最終手仕上げ作業を行うセクション。

デスクに座って作業に携わる女性たち
「100万分の1インチ・ガール」と称賛された熟練工

ブラシで溶剤を落とす

水洗して圧縮エアで乾燥させる

発振周波数を測定して後加工にかける程度を決める

発振性が悪い場合は回転グラインダーでエッジを少し磨く

樹脂製の挟みで挟んで必要な時間エッチングする

設計の発振周波数が得られるまで厚みを減らす

発振子(プレート)の完成

仕上がったら恒久ホルダーに収納して
落下試験と振動試験にかける

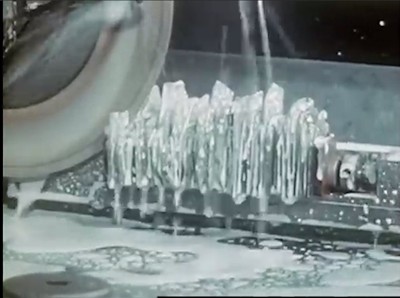
振動試験の様子
振動装置に乗せたコップは中の水が踊っている

オシロスコープ試験で得られる波形の様子

発振周波数が設計値より高いプレート
(必要以上に薄くなった板)は
強度のX線にさらして物性を変える
(発振周波数を下げる)

再びホルダーに入れて発振周波数が
許容範囲に入ったかチェックしているところ

摂氏(℃)マイナス55度からプラス90度の範囲で
温度試験を行う

2℃刻みで発振周波数を測定し記録する


最終テスト 真空ガラス容器の中で
電圧変動を検査。60ケずつまとめて実施。

ラジオ・シミュレータにセットして動作を確認する
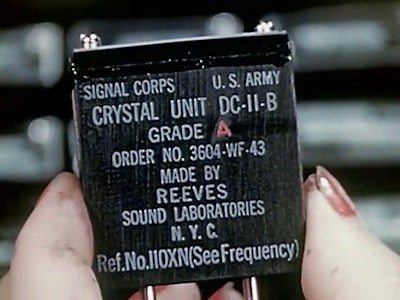
完成した水晶発振器 (グレードA)